
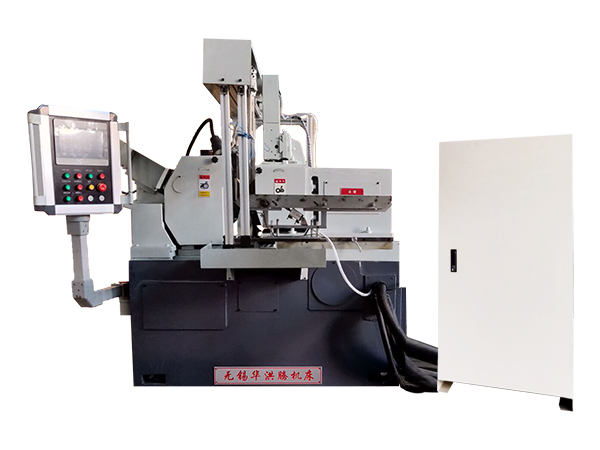
MK300
ÖC(j©®)┤▓ų„ę¬╠ž³c(di©Żn)Ż║
1:╔░▌å║±Č╚▌^īÆŻ©300mmŻ®,═©─źĢr(sh©¬)ę╗┤╬═©▀^Ą──źŽ„ėÓ┴┐┤¾Ż¼┐╔£p╔┘─źŽ„┤╬öĄ(sh©┤)Ż¼Š½Č╚Ė▀Ż¼▓ó╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻŪą╚ļ─źĢr(sh©¬)ķL┐╔ę╗┤╬─źŽ„300mmęįā╚(n©©i)Ą─╣ż╝■ĪŻ
2Ż║ÖC(j©®)┤▓×ķå╬├µī¦(d©Żo)▌å╝▄▀M(j©¼n)ĮoęŲäėŻ¼ĘĆ(w©¦n)Č©ąį║├Ż¼Š½Č╚Ė▀ĪŻ
3Ż║╔░▌å╝░ī¦(d©Żo)▌åų„▌S▓╔ė├ļpų¦│ą╬ÕŲ¼╩ĮČ╠▌S▌S═▀ė═─ż▌S│ąŻ¼äéąį║├Ż¼─▄▀mæ¬(y©®ng)ųžžō(f©┤)║╔─źŽ„╝░Š½├▄─źŽ„Ą─ąĶę¬ĪŻŪą╚╦─źĢr(sh©¬)┐╔Ė∙ō■(j©┤)ąĶę¬╔░▌åų„▌S×ķ▌S│ąĮY(ji©”)śŗ(g©░u)ĪŻ
4Ż║ī¦(d©Żo)▌å╝▄▀M(j©¼n)Įoī¦(d©Żo)▄ē▓╔ė├╩«ūųĮ╗▓µäéī¦(d©Żo)▄ēŻ¼▀M(j©¼n)ĮoÖC(j©®)śŗ(g©░u)▓╔ė├╦┼Ę■ļŖÖC(j©®)ĦäėĖ▀Š½Č╚ąąąŪ²X▌å£p╦┘ÖC(j©®)Ż¼═©▀^▀B▌SŲ„“ī(q©▒)äėØLųķĮzŚUüĒīŹ(sh©¬)¼F(xi©żn)▀M(j©¼n)ĮoŻ¼ąĪ▀M(j©¼n)Įo┴┐×ķ0.001mm.
5:ī¦(d©Żo)▌åš{(di©żo)╦┘▓╔ė├Į╗┴„ūāŅlš{(di©żo)╦┘Ż¼╗“?y©żn)ķ╦┼Ę■ļŖÖC(j©®)“ī(q©▒)äėŻ©Ūą╚╦─źŻ®ĪŻ
6Ż║╔░▌åą▐š¹Ų„Š∙▓╔ė├╦┼Ę■ļŖÖC(j©®)“ī(q©▒)äėØLųķĮzŚUĘĮ╩ĮŻ¼¤o╝ēš{(di©żo)╦┘Ż¼ą▐š¹Ų„Ą═╦┘ęŲäėąį║├ĪŻ
7Ż║▒ŠÖC(j©®)┤▓ŽĄĮy(t©»ng)▓╔ė├╚š▒Š╚²┴ŌQŽĄ┴ą+ė|├■Ų┴īŹ(sh©¬)¼F(xi©żn)3▌S┬ō(li©ón)äėĪŻ
8Ż║└õģsŽĄĮy(t©»ng)▓╔ė├┤┼ąįĘųļxŲ„▀^×Včbų├ĪŻ
ų„ę¬ė├═Š╝░▀mė├ĘČć·
─źŽ„ų▒ÅĮ6—80mmĄ─Ė„ĘN▌S│ą═Ō╚”▒Ē├µ╝░Ė„ĘNłAų∙¾wų▒ÅĮ▒Ē├µĪŻŠ▀ėąūįäėŪą╚ļ║═ļŖÜŌ┐žųŲŽĄĮy(t©»ng)Ż¼─▄┼õų├ÖC(j©®)ąĄ╩ųūįäė╔ŽŽ┬┴Žčbų├Ż¼īŹ(sh©¬)¼F(xi©żn)Ūą╚╦│╔ą╬─źŽ„ĪŻ
ÖC(j©®)┤▓ų„ę¬ęÄ(gu©®)Ė±
═©─ź
Ūą╚╦─ź
1:╔░▌å║±Č╚▌^īÆŻ©300mmŻ®,═©─źĢr(sh©¬)ę╗┤╬═©▀^Ą──źŽ„ėÓ┴┐┤¾Ż¼┐╔£p╔┘─źŽ„┤╬öĄ(sh©┤)Ż¼Š½Č╚Ė▀Ż¼▓ó╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻŪą╚ļ─źĢr(sh©¬)ķL┐╔ę╗┤╬─źŽ„300mmęįā╚(n©©i)Ą─╣ż╝■ĪŻ
2Ż║ÖC(j©®)┤▓×ķå╬├µī¦(d©Żo)▌å╝▄▀M(j©¼n)ĮoęŲäėŻ¼ĘĆ(w©¦n)Č©ąį║├Ż¼Š½Č╚Ė▀ĪŻ
3Ż║╔░▌å╝░ī¦(d©Żo)▌åų„▌S▓╔ė├ļpų¦│ą╬ÕŲ¼╩ĮČ╠▌S▌S═▀ė═─ż▌S│ąŻ¼äéąį║├Ż¼─▄▀mæ¬(y©®ng)ųžžō(f©┤)║╔─źŽ„╝░Š½├▄─źŽ„Ą─ąĶę¬ĪŻŪą╚╦─źĢr(sh©¬)┐╔Ė∙ō■(j©┤)ąĶę¬╔░▌åų„▌S×ķ▌S│ąĮY(ji©”)śŗ(g©░u)ĪŻ
4Ż║ī¦(d©Żo)▌å╝▄▀M(j©¼n)Įoī¦(d©Żo)▄ē▓╔ė├╩«ūųĮ╗▓µäéī¦(d©Żo)▄ēŻ¼▀M(j©¼n)ĮoÖC(j©®)śŗ(g©░u)▓╔ė├╦┼Ę■ļŖÖC(j©®)ĦäėĖ▀Š½Č╚ąąąŪ²X▌å£p╦┘ÖC(j©®)Ż¼═©▀^▀B▌SŲ„“ī(q©▒)äėØLųķĮzŚUüĒīŹ(sh©¬)¼F(xi©żn)▀M(j©¼n)ĮoŻ¼ąĪ▀M(j©¼n)Įo┴┐×ķ0.001mm.
5:ī¦(d©Żo)▌åš{(di©żo)╦┘▓╔ė├Į╗┴„ūāŅlš{(di©żo)╦┘Ż¼╗“?y©żn)ķ╦┼Ę■ļŖÖC(j©®)“ī(q©▒)äėŻ©Ūą╚╦─źŻ®ĪŻ
6Ż║╔░▌åą▐š¹Ų„Š∙▓╔ė├╦┼Ę■ļŖÖC(j©®)“ī(q©▒)äėØLųķĮzŚUĘĮ╩ĮŻ¼¤o╝ēš{(di©żo)╦┘Ż¼ą▐š¹Ų„Ą═╦┘ęŲäėąį║├ĪŻ
7Ż║▒ŠÖC(j©®)┤▓ŽĄĮy(t©»ng)▓╔ė├╚š▒Š╚²┴ŌQŽĄ┴ą+ė|├■Ų┴īŹ(sh©¬)¼F(xi©żn)3▌S┬ō(li©ón)äėĪŻ
8Ż║└õģsŽĄĮy(t©»ng)▓╔ė├┤┼ąįĘųļxŲ„▀^×Včbų├ĪŻ
ų„ę¬ė├═Š╝░▀mė├ĘČć·
─źŽ„ų▒ÅĮ6—80mmĄ─Ė„ĘN▌S│ą═Ō╚”▒Ē├µ╝░Ė„ĘNłAų∙¾wų▒ÅĮ▒Ē├µĪŻŠ▀ėąūįäėŪą╚ļ║═ļŖÜŌ┐žųŲŽĄĮy(t©»ng)Ż¼─▄┼õų├ÖC(j©®)ąĄ╩ųūįäė╔ŽŽ┬┴Žčbų├Ż¼īŹ(sh©¬)¼F(xi©żn)Ūą╚╦│╔ą╬─źŽ„ĪŻ
ÖC(j©®)┤▓ų„ę¬ęÄ(gu©®)Ė±
═©─ź
| 1Ż║─źŽ„ų▒ÅĮ | 4-----100mm |
| 2Ż║─źŽ„ķLČ╚ | 250mm |
Ūą╚╦─ź
| 1Ż║─źŽ„ų▒ÅĮ | 4-----80mm |
| 2Ż║****ķLČ╚ | 290mm |
| ╔░▌åęÄ(gu©®)Ė± | P500X300X305mm |
| ī¦(d©Żo)▌åęÄ(gu©®)Ė± | P350X300X203mm |
| ╔░▌å▐D(zhu©Żn)╦┘ | 1300r/min |
| ī¦(d©Żo)▌å▐D(zhu©Żn)╦┘ | 12------200r/min |
| ī¦(d©Żo)▌å╗ž▐D(zhu©Żn)ĮŪČ╚ | |
| 1Ż║┤╣ų▒ŲĮ├µā╚(n©©i) | -2 ----+5 |
| 2:╦«ŲĮŲĮ├µā╚(n©©i) | -2-----+4 |
| ąĪ▀M(j©¼n)Įo┴┐ | 0.001mm |
| ╔░▌åŻ¼ī¦(d©Żo)▌åųąą─▀BŠĆų┴═ą╝▄Ąū├µĖ▀ | 230mm |
| ÖC(j©®)┤▓┐é╣”┬╩ | 28Kw |
| ╔░▌åļŖÖC(j©®) | 22Kw |
| ī¦(d©Żo)▌åļŖÖC(j©®) | 3Kw |
| ▀M(j©¼n)Įo╦┼Ę■ļŖÖC(j©®) | 1.5Kw |
| ╔░▌åī¦(d©Żo)▌åX▌S╦┼Ę■ļŖÖC(j©®) | 0.75K |
| ÖC(j©®)┤▓┐éųž┴┐ | ╝s6500Kg |
| ÖC(j©®)┤▓═Ōą╬│▀┤ń | 2800x1500x1615mm |
| ╣żū„Š½Č╚ | |
| 1Ż║łAČ╚ | 0.001mm |
| 2Ż║łAų∙Č╚ | 0.002mm |
| 3:┤ų▓┌Č╚ | Ra0.2um |